
 |
| สถานที่กำเนิด: | จีน |
| ชื่อแบรนด์: | HongCe |
| ได้รับการรับรอง: | CE, FCC, ROSH(cost additional) |
| หมายเลขรุ่น: | HHBZ05 |
| จำนวนสั่งซื้อขั้นต่ำ: | 1 ชุด |
|---|---|
| ราคา: | Negotiatable |
| รายละเอียดการบรรจุ: | ไม้อัด |
| เวลาการส่งมอบ: | 3 เดือน |
| เงื่อนไขการชำระเงิน: | T/T, l/c เวสเทิร์นยูเนี่ยน |
| สามารถในการผลิต: | 1 ชุดต่อเดือน |
| วงจรการผลิต: | 45s / PC | สถานีงาน: | 8 |
|---|---|---|---|
| ผลของงาน: | คอนเดนเซอร์, คอยล์เย็น | ประสานผล: | ประสานไหลอย่างสม่ำเสมอ |
| แสงสูง: | automatic welding machine,automatic soldering machine |
||
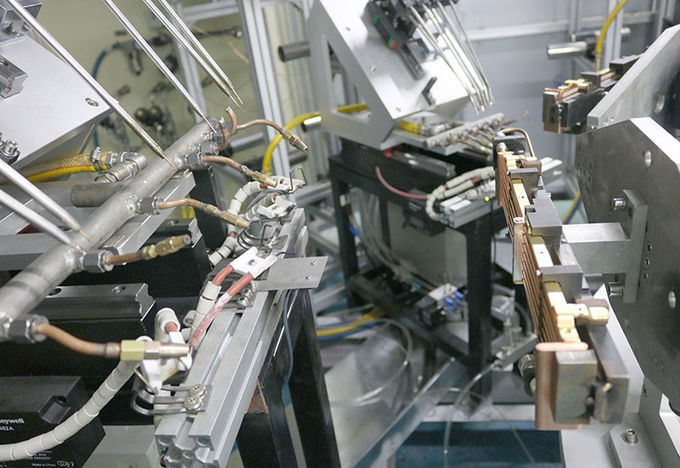
8 สถานีเครื่องเชื่อมแบบเปลวไฟอัตโนมัติแบบโรตารี่สำหรับเครื่องแลกเปลี่ยนความร้อนด้วยทองแดง
หลักการทำงาน:
ขึ้นอยู่กับระบบอัตโนมัติของกระบวนการประสานและการควบคุมอัตราการไหลของแก๊สเวลาในการเชื่อมและตำแหน่งเชื่อมที่มีประสิทธิภาพเพื่อให้ผลการเชื่อมและการก่อตัวของบ่อควบคุมประสานกันได้ดีเพื่อให้มั่นใจถึงเสถียรภาพและความสม่ำเสมอของคุณภาพการเชื่อม
องค์ประกอบของอุปกรณ์:
ส้อมหมุนและติดตั้งทำงาน (8 สถานีงาน, 1 จุดต่อสถานี)
ระบบควบคุมการไหลของแก๊ส
กลไกการป้อนลวดอัตโนมัติ
กลไกการหมุนและการวางตำแหน่งของโรตารี่
ตู้แก๊สและระบบการเผาไหม้
การตรวจวัดอุณหภูมิด้วยแสงอินฟราเรด
อากาศอัดแรงเย็น
ตู้ควบคุมไฟฟ้าและระบบควบคุม PLC
เครื่องดูดควัน
คอมพิวเตอร์อุตสาหกรรม
พารามิเตอร์ทางเทคนิค:
| วัฏจักรการผลิต | 45s / PC |
| ความต้องการชิ้นงาน | พื้นผิวที่สะอาดไม่มีรอยเปื้อนที่ชัดเจนข้อกำหนดมีความเหมือนกันและความทนทานต่อตำแหน่งในการเชื่อมไม่เกิน 1 มม. หลังจากวางตำแหน่งของจุดเชื่อมต่อ |
| ชิ้นงาน | ตามภาพวาดและตัวอย่างของลูกค้า |
| ผล Brazing | บัดกรีไหลอย่างเท่าเทียมกันโดยไม่มีรอยเชื่อมที่ไม่ถูกต้อง |
| 1 | สถานีขนถ่ายสินค้า: ผู้ประกอบการติดตั้งโครงหลักที่ประกอบขึ้นมาก่อนแล้ววางลงในตำแหน่งติดตั้ง ผู้ประกอบการถอดชิ้นงานที่เชื่อมออก |
| 2 | สถานีติดตั้ง: ผู้ประกอบการติดตั้งชิ้นส่วน A1-A8, B1-B8 และติดตั้งตัวเชื่อมต่อแบบไนโตรเจน |
| 3 | สถานีเชื่อม: กลไกการเติมไนโตรเจนจะเติมชิ้นงานด้วยไนโตรเจนโดยอัตโนมัติและแถวแนวเชื่อมของเครื่องทำความร้อนจะฟีดและเชื่อมข้อต่อประสาน A1-A8 หลังจากเสร็จสิ้นการเชื่อมกลไกการเติมไนโตรเจนจะถูกถอนออกและอุปกรณ์จะหมุนโดยอัตโนมัติ |
| 4 | สถานีเชื่อม b: กลไกการเติมไนโตรเจนจะเติมชิ้นงานด้วยไนโตรเจนโดยอัตโนมัติและแถวแนวเชื่อมของเครื่องทำความร้อนจะฟีดและเชื่อมข้อต่อประสาน C1-C6 หลังจากการเชื่อมเสร็จสิ้นระบบจะทำให้ความร้อนของข้อต่อ A1-A8 หลุดออกไปกลไกการเติมไนโตรเจนจะถูกถอนออกและอุปกรณ์จะถูกหมุนโดยอัตโนมัติ |
| 5 | สถานีเชื่อม c: กลไกการเติมไนโตรเจนจะเติมชิ้นงานด้วยไนโตรเจนโดยอัตโนมัติและแถวแนวเชื่อมของเครื่องทำความร้อนจะฟีดและเชื่อมข้อต่อบัดกรี B1-B8 หลังจากการเชื่อมเสร็จสิ้นระบบจะทำให้จุดเชื่อมประสานระหว่าง C1-C6 เย็นลงกลไกการเติมไนโตรเจนจะถูกถอนออกและอุปกรณ์จะถูกหมุนโดยอัตโนมัติ |
| 6 | สถานีเชื่อม d: กลไกการเติมไนโตรเจนจะเติมชิ้นงานด้วยไนโตรเจนโดยอัตโนมัติและแถวแนวเชื่อมของเครื่องทำความร้อนจะฟีดและเชื่อมรอยต่อ D1-D6 และ E หลังจากการเชื่อมเสร็จสิ้นระบบระบายความร้อนด้วยข้อต่อบัดกรี B1-B8 กลไกการเติมไนโตรเจนจะถูกถอนและติดตั้งโดยอัตโนมัติ |
| 7 | กลไกการเติมไนโตรเจนจะเติมชิ้นงานโดยอัตโนมัติด้วยไนโตรเจนระบบระบายความร้อนด้วยข้อต่อ D1-D6 และ E กลไกการเติมไนโตรเจนจะถูกถอนออกและติดตั้งโดยอัตโนมัติ |
| 8 | ระบายความร้อนโดยรวม |
| 9 | ผู้ดำเนินการทำซ้ำขั้นตอนที่ 1 |
ผู้ติดต่อ: Tessa Huang
โทร: +8618933919125
แฟกซ์: 86-020-31143909-805





